The Nuclear AMRC is working with Sellafield Ltd to slash the cost of making future designs of waste container boxes, potentially saving hundreds of millions of pounds in decommissioning costs.
The clean-up programme at Sellafield and the other sites managed by the Nuclear Decommissioning Authority (NDA) will need tens of thousands of special steel boxes over the next 30 years to safely store and dispose of hazardous waste. The current design is a standardised 3m3 stainless steel box which can be stacked for long-term storage.
Making these boxes using current manufacturing techniques is an expensive business, with each one costing tens of thousands of pounds to produce. Sellafield Ltd is driving a project to significantly reduce that cost, and tasked engineers at the Nuclear AMRC to help come up with solutions which could save the taxpayer hundreds of millions of pounds over the lifetime of the programme.
“This is a challenging project requiring a fully multi-disciplinary approach, bringing together many areas of research, with the potential to deliver significant savings to industry,” says Stuart Dawson, Nuclear AMRC operations director. “With our world-leading capabilities and expertise, the Nuclear AMRC is uniquely positioned to address such complex manufacturing problems for demanding sectors like decommissioning.”
The research focuses on the two most promising routes for cost reduction identified by Sellafield Ltd – optimising and automating welding of the container; and producing the lid flanges by casting instead of machining.
In the first phase of research, Nuclear AMRC research engineers worked alongside a specialist welding engineer from Sellafield Ltd, Jade Leonard, to investigate new approaches including fully automated welding and inspection. The complex design of the boxes means that many joints are not easily accessible to current mechanical welding tools, so the team investigated small flexible welding heads that can fit into tight spaces and weld in several directions using a range of welding technologies.
The team are focusing on the highly corrosion-resistant duplex 2205 stainless steel, which can present significant challenges during manufacturing.
“We have to control the heat that’s applied during welding, because that can affect the metallurgy of the steel,” says Leonard. “Duplex has a 50:50 mix of ferritic and austenitic steel, and we need to be careful that we maintain that balance because that affects corrosion resistance.”
The team have completed initial trials with a range of arc and laser welding technologies, using equipment at the Nuclear AMRC and at specialist welding partners, and identified the most promising for further development. In the ongoing second phase, the welding team are using the chosen technologies to produce more complex representative testpieces.
Duplex steel’s high strength also makes components difficult to machine. High residual stresses in the material can lead to changes in geometry when it’s machined or welded.
“This stress relief is extremely difficult to prevent or to even predict accurately, meaning that the precise geometry of the box components is very difficult to control as they progress through the manufacturing process,” says Dave Stoddart, Nuclear AMRC technology lead for integrated manufacturing.
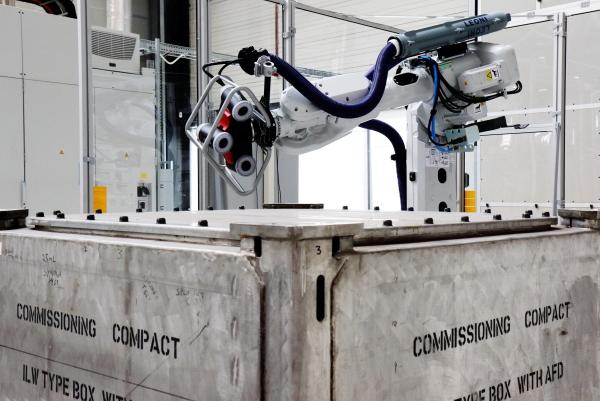
The Nuclear AMRC has installed a new robotic cell to develop automated inspection techniques which can ensure that boxes produced with new techniques meet specification. The six-axis robot arm carries a photogrammetry head, which rapidly builds up a detailed three-dimensional image of the box’s geometry. The automated cell then analyses this model and identifies any distortions or defects within minutes, rather than the days needed for inspection on a traditional coordinate measuring machine (CMM).
To investigate new casting techniques for the top flange, the Nuclear AMRC called on the specialist expertise of AMRC Castings – part of its sister centre, the University of Sheffield’s AMRC with Boeing.
The top flange, a large and complex hollow square with four corner lifting features, is currently produced by machining from a solid block, with most of the expensive high-grade alloy being cut away.
AMRC Castings investigated whether the complex shape could instead be cast as a single item. Using the centre’s Replicast ceramic mould technology, the team successfully cast two highly accurate, one-piece prototype frames. The frames have passed material and metallurgical testing, and exhibited a superior surface finish.

“Using a near-net shape casting optimises metal use, saves a massive amount of work, and significantly reduces the task of inspecting the finished product to make sure it meets stringent nuclear standards,” says Richard Gould, commercial manager at AMRC Castings.
The Nuclear AMRC’s machining group will now investigate how the cast part can be finished to the final precise specifications, while maintaining geometrical accuracy and surface integrity.
The research is part-funded by the Civil Nuclear Sharing in Growth (CNSIG) programme, which aims to develop the UK manufacturing supply chain for civil nuclear with support from the Regional Growth Fund. The results will be shared with UK manufacturers which can produce the boxes to the required specifications.
- Sellafield Ltd
- For more about the Nuclear AMRC’s work in decommissioning, see our Q3 newsletter.





